摘要:隨著 TSN 技術的火熱�,目前常用的工業(yè)總線網(wǎng)絡都已經(jīng)計劃或?qū)崿F(xiàn)把 TSN 技術應用 到自身底層協(xié)議中去。其中����,CLPA 作為最早基于 TSN 技術推出 CC-Link IE TSN 工業(yè)總線 網(wǎng)絡的協(xié)會�����,已經(jīng)把該技術應用到實際生產(chǎn)中去了��。本文主要以鋰電行業(yè)后段設備的疊片 機為例�,介紹其工藝流程及技術難點���,針對目前需求分析了 CC-Link IE TSN 網(wǎng)絡的優(yōu)勢以 及技術難點�����。
Abstract: With the popularity of TSN technology, the current common industrial bus networks have planned or implemented the application of TSN technology to their own underlying protocols. Among them, CLPA, as the earliest association that launched the CC-Link IE TSN industrial bus network based on TSN technology, has applied this technology to actual production. This article mainly takes the stacker of the back-end equipment of the lithium battery industry as an example to introduce its process flow and technical difficulties, and analyzes the advantages and technical difficulties of the CC-Link IE TSN network for current needs.
1. 引言
2018 年中國儲能類鋰離子電池產(chǎn)量同比增加 48.57%��,達 5.2GWh�����,預計 2019 年中國儲 能類鋰離子電池產(chǎn)量達 6.8GWh��。鋰電池在傳統(tǒng)行業(yè)中主要是應用于數(shù)碼產(chǎn)品,而在國內(nèi)快 速擴張地新能源汽車市場的引導下����, 目前在新興領域主要是應用于新能源汽車地動力電池��、儲能等領域��。
本文以鋰電行業(yè)后段設備的疊片機為例��,詳細介紹 CC-Link IE TSN 網(wǎng)絡在該設備中重 要作用以及對設備關鍵點進行分析���。
2. 工藝流程
鋰電行業(yè)主要設備包括有涂布機、分切機���、卷繞機/疊片機等�����,其中混料�、涂布����、干燥 及分切是屬于前端工序,而像疊片��、焊接、注液����、封裝、化成�����、包裝等都屬于后端工序���,大致工序如下圖所示:
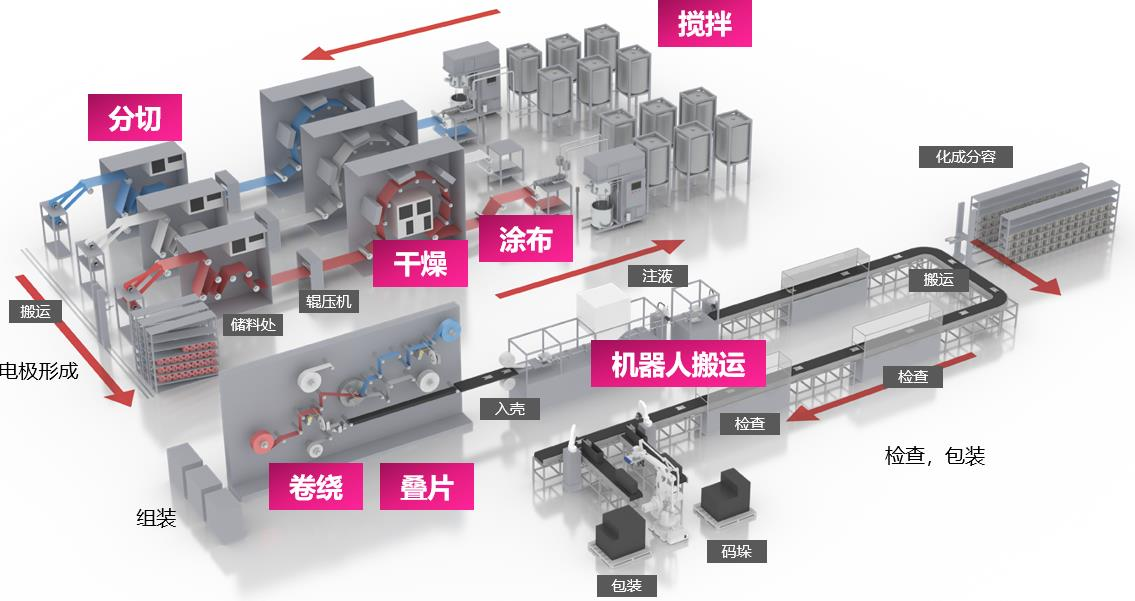
圖 1 鋰電行業(yè)工藝圖
本次我就以其中疊片機為例�����,來詳細為大家介紹一下����。在過去���,鋰電行業(yè)基本都是使 用卷繞機設備來對應該陽�����、陰極片地堆疊�,但是由于發(fā)熱膨脹以及方型電池的市場需求等 原因,特別是新能源汽車這方面�����,方形電池更受歡迎��。因此目前國內(nèi)更多是使用疊片機來 進行陽�、陰極片地疊加再進行焊接��,只有在圓柱形電池方面還是使用卷繞設備���。

圖 2 疊片機設備
如圖 2 所示����,這就是一臺使用 CC-Link IE TSN 網(wǎng)絡進行搭建的疊片機���,該設備通過 Z 字形疊片方式(圖 3)��,實現(xiàn)將陽極片���、陰極片以及隔離膜堆疊成電芯。
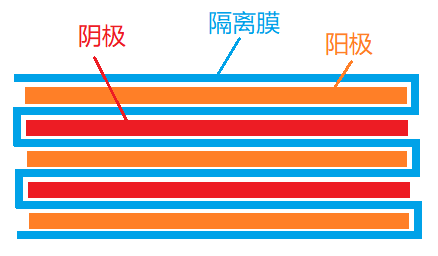
圖 3 Z 字形疊片方式
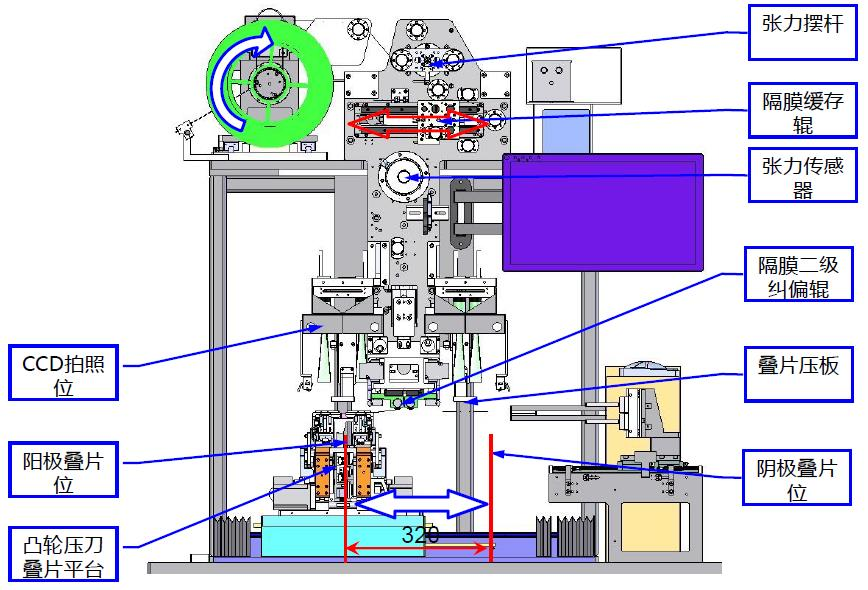
圖 4 疊片機結(jié)構(gòu)圖
我們來看下整個工藝步驟�����,首先對隔離膜進行放卷作業(yè),在放卷過程中開始進行一級 糾偏��;然后通過張力擺桿來對整個隔離膜進行張力大小地調(diào)整���,而張力數(shù)據(jù)由下方的張力 傳感器來提供����;而在張力傳感器和張力擺桿之間是隔膜緩存輥�,主要是為了防止底部直線 電機作業(yè)時,由于快速移動導致隔離膜繃斷�����,同時也可以防止由于放料卷放料過程中半徑 減小引起的誤差�,因此使用了儲料輥;張力控制結(jié)束之后是使用離子風鋁棒來進行隔膜的 除塵�、除靜電作業(yè)以及進行隔膜二級糾偏;最后底部直線電機的左右高速平移�����,同時左右 放置陰����、陽極片�,通過 CCD 視覺來檢測極片位置�,在完成規(guī)定極片的疊片后,通過氣動卡 爪來抓住產(chǎn)品��,并由氣刀切割隔離膜�,最終完成最后成品����。當然,這只是該道工序的成品����,后續(xù)還需要進行焊接極耳等操作。
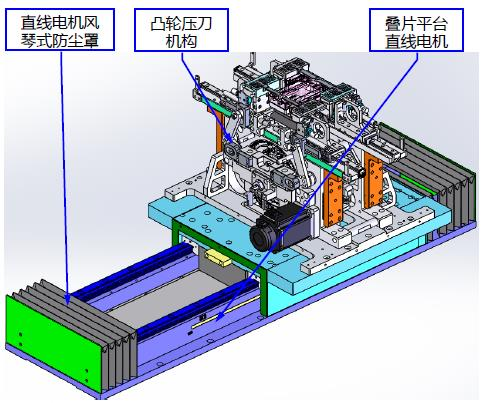
圖 5 直線電機平臺
在整個設備中����,最重要地是對高速運行的直線電機平臺進行高精度地控制,整個直線 電機運動距離是 320mm�����,時間為 0.3s����,在平臺左右高速移動時���,對于速度的控制十分困難,需要不斷地調(diào)整增益���、剛性等數(shù)據(jù)�,同時也要與儲料輥���、張力控制器聯(lián)動�,優(yōu)化整體 的凸輪控制曲線���,防止過沖���。
因此本臺設備使用了全球第一個基于 TSN 技術開發(fā)的 CC-Link IE TSN 工業(yè)開放式總線 網(wǎng)絡作為運動控制設備總線網(wǎng)絡,連接三菱電機最新推出的 MELSERVO-J5 伺服控制器來進 行控制�,在設備調(diào)試階段,由于 CC-Link IE TSN 穩(wěn)定高速地傳輸速度��,使整個設備在運行 過程中非常穩(wěn)定�。
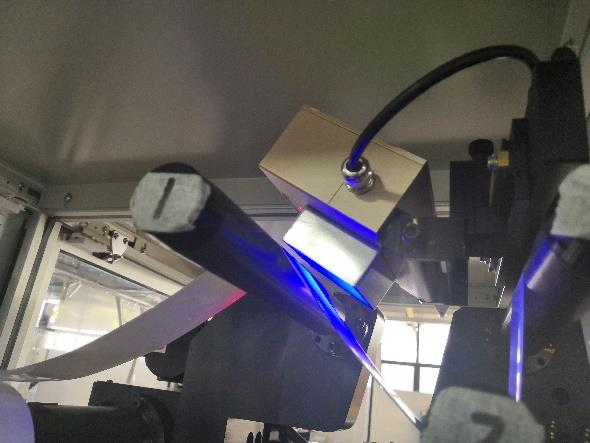
圖 6 一級糾偏

圖 7 二級糾偏
如果說高速的運動控制是提升整體生產(chǎn)節(jié)拍,那隔離膜的糾偏就是提升整個產(chǎn)品的精度�, 本段工藝主要使用了兩次糾偏����,一級糾偏是放置在放料卷位置���,伺服掛接 32:1 的減速器通過絲桿去控制放卷設備��;而二級糾偏主要是伺 服直接控制絲桿來實現(xiàn)糾偏作業(yè)����,因為二級糾 偏是疊片前的最后一道工序�,如果使用減速器 會影響整體精度���,目前精度已經(jīng)可以控制在 0.3mm 以內(nèi)��,如果在出料口使用更多一級糾偏�����, 可以把精度控制在 0.1 上下���。
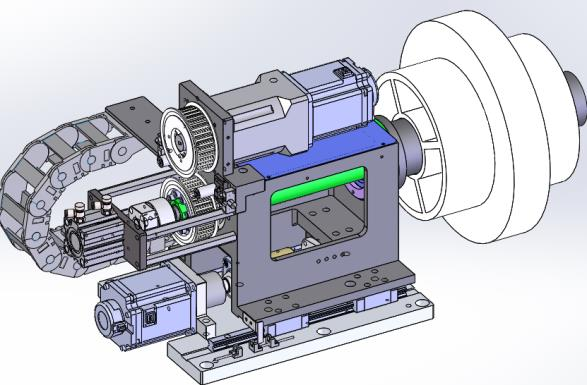
圖 9 二級糾偏機械
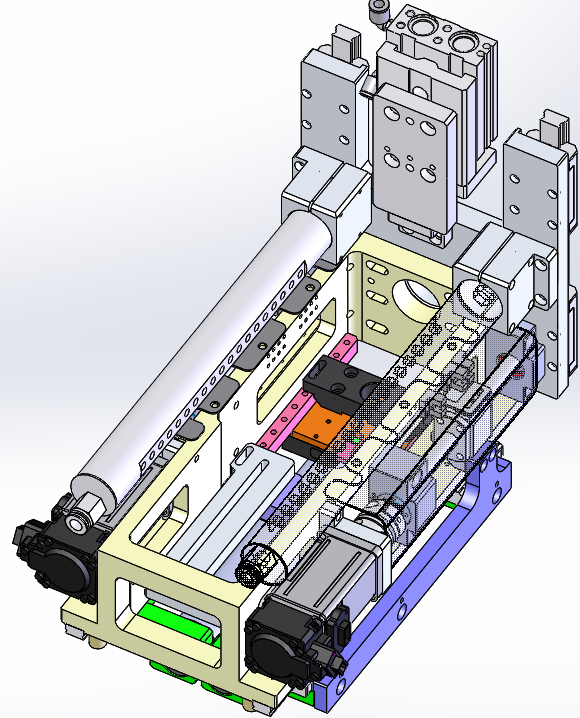
圖 8 一級糾偏機械
3. CC-Link IE TSN 網(wǎng)絡概述
在正式了解該通訊總線網(wǎng)絡前,我們先認識下什么是 TSN 技術�����。TSN 技術,就是 time sensitive networks����,中文來講就是時間敏感網(wǎng)絡。他的前身是 AVB 技術��,也就是音視頻橋 接技術��,主要是應用在現(xiàn)場直播以及汽車中控方面����,隨著自身協(xié)議的完善,IEEE802.1 工作 組在 2012 年的時候正式把該技術更名為 TSN 技術���。TSN 不是一個單一的標準或者說協(xié)議�����, 它是由多種協(xié)議組成的���,到目前為止他的協(xié)議標準還處于在不斷地完善和補充過程中。TSN 標準作為普通以太網(wǎng)技術的一個擴展協(xié)議��,他的目的就是對普通以太網(wǎng)在實時性、時間同步 性����、高精度、安全性方面做一個有效的補充�����。在過去���,工業(yè)現(xiàn)場總線網(wǎng)絡很少去使用普通以 太網(wǎng)協(xié)議就是因為在安全性��、高精度等方面不滿足需求�����,因此經(jīng)過普通以太網(wǎng)協(xié)議擴展后的 TSN 技術是非常適合工業(yè)領域的。
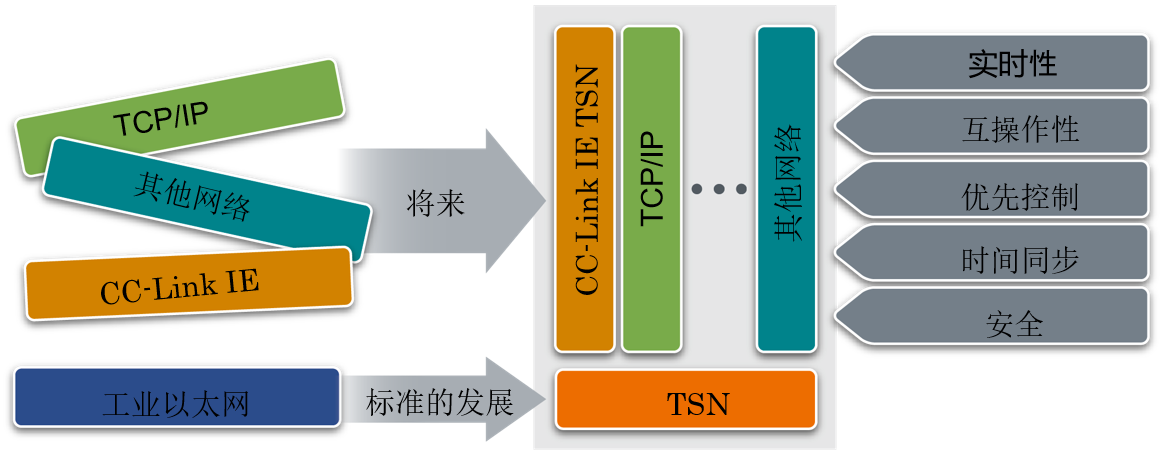
圖 8 TSN 技術
而 CC-Link IE TSN 作為全球首款應用TSN 技術的千兆工業(yè)開放式網(wǎng)絡�,由 CLPA 正式 于 2018 年 11 月全球發(fā)布,僅僅只需一根網(wǎng)線就可以連接多種不同的協(xié)議�����,包括 CC-Link IE TSN 協(xié)議��、TCP/IP 協(xié)議、UDP�����、MODBUS/TCP���、SLMP 等等�����,同時也可以兼容各種基于 TSN 技術的其他工業(yè)開放總線網(wǎng)絡協(xié)議�。
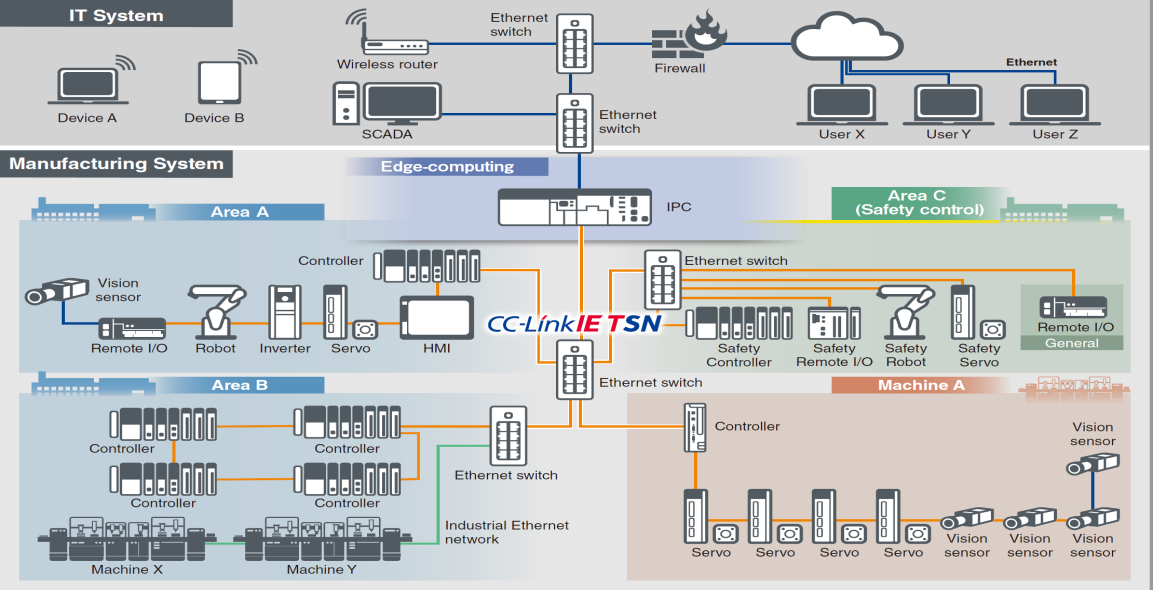
圖 9 CC-Link IE TSN 結(jié)構(gòu)圖
同時����,由于 TSN 技術的時間同步與時間分割功能,在使用過程中大家可以根據(jù)自身設備 的要求來設置各自不同的刷新周期���,傳統(tǒng)的網(wǎng)絡中���,在同一個網(wǎng)絡內(nèi),對每一臺設備的通信 周期都是一致的����,而 CC-Link IE TSN 則可以針對不同的設備配置不同的通信周期���,比方說 伺服放大器這樣的需要高速控制的設備可以配置高速的通信周期、而遠程 I/O�����、變頻����、溫控 設備等則可以配置中速的通信周期,從而能更加有效的使用千兆的網(wǎng)絡資源�����,使設備的控制 性能最大化��。
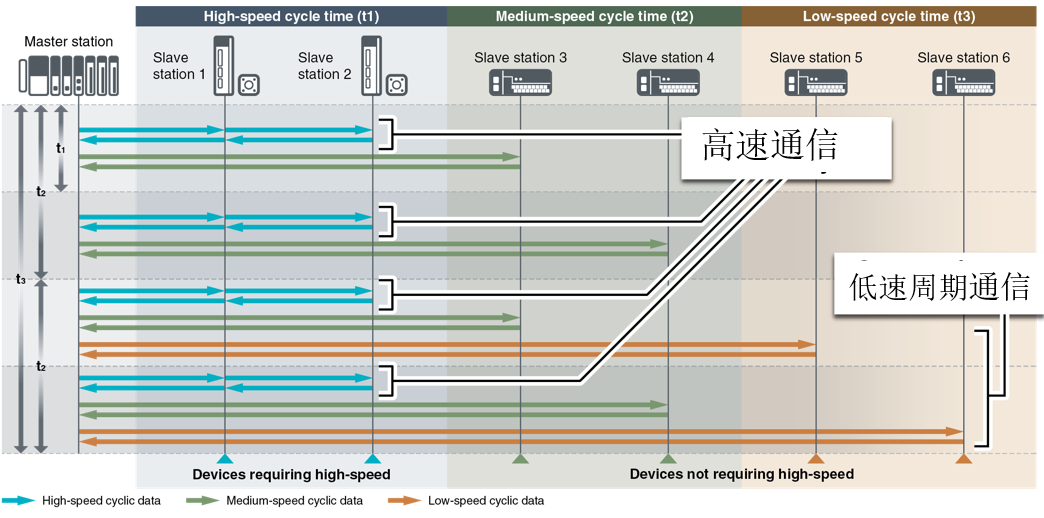
圖 10 同網(wǎng)段不同數(shù)據(jù)刷新周期
4. 控制系統(tǒng)
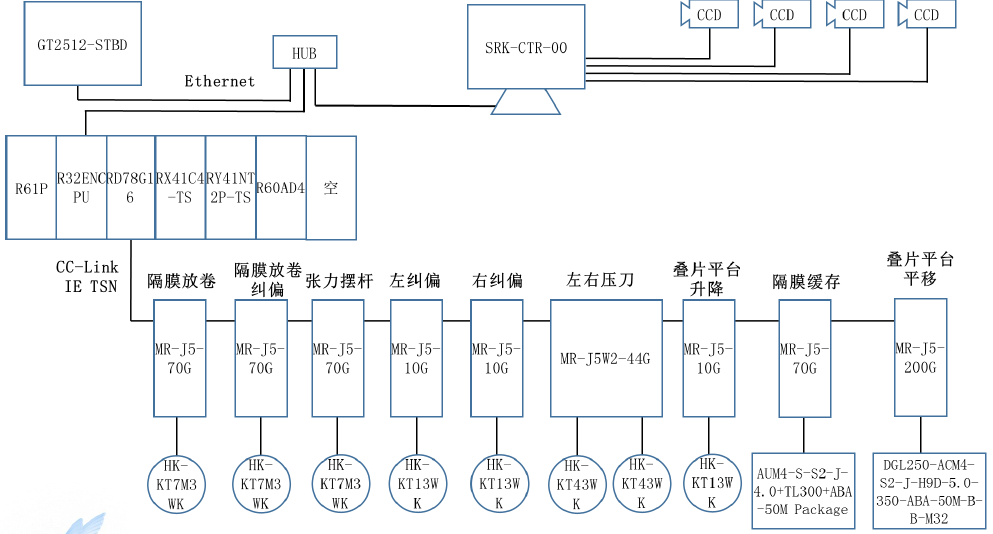
圖 11 電控系統(tǒng)
如圖 9 所示����,整個控制系統(tǒng)使用了9 個放大器控制總共 10 臺電機���,分別是 3 臺100W��、3 臺 700W�����、2 臺 400W 的伺服電機和兩臺直線電機��,所有的伺服控制器都是通過 CC- Link IE TSN 網(wǎng)絡來進行數(shù)據(jù)高速通訊����,使用PLC 模塊可以完成控制。

圖 12 PLC 配置圖
與此同時�,通過 TCP/IP 協(xié)議使用通用型 HUB 連接 1 臺三菱 GT2512 的 HMI 和 1 臺研華 advantech 的 SRK-CTR-00 工控機,其中 HMI 主要是為了方便直觀的在設備外側(cè)觀察數(shù)據(jù)和 進行觸屏控制��,而工控機主要是為了控制 4 個康耐視 cognex 的 CCD 來實現(xiàn)精準地極片定 位����,使隔離膜與極片之間保持一致。另外值得一提的是����,J5 系列伺服的網(wǎng)口也可以通過普 通以太網(wǎng) HUB 額外直連千兆/百兆的以太網(wǎng)設備進行高速通訊,實現(xiàn)多種網(wǎng)絡混合通信�����。

圖 13 GOT 控制面板
圖 11 是 HMI 的控制面板,通過 MELSOFT 協(xié)議與三菱的 R 系列 PLC 連線并進行控制���,使 用人機交換界面大大方便了后期對于設備的改造��,虛擬的點位控制更改起來也非常方便��,無需再去更改設備接線等��,方便設備后期的維護和修改�����。
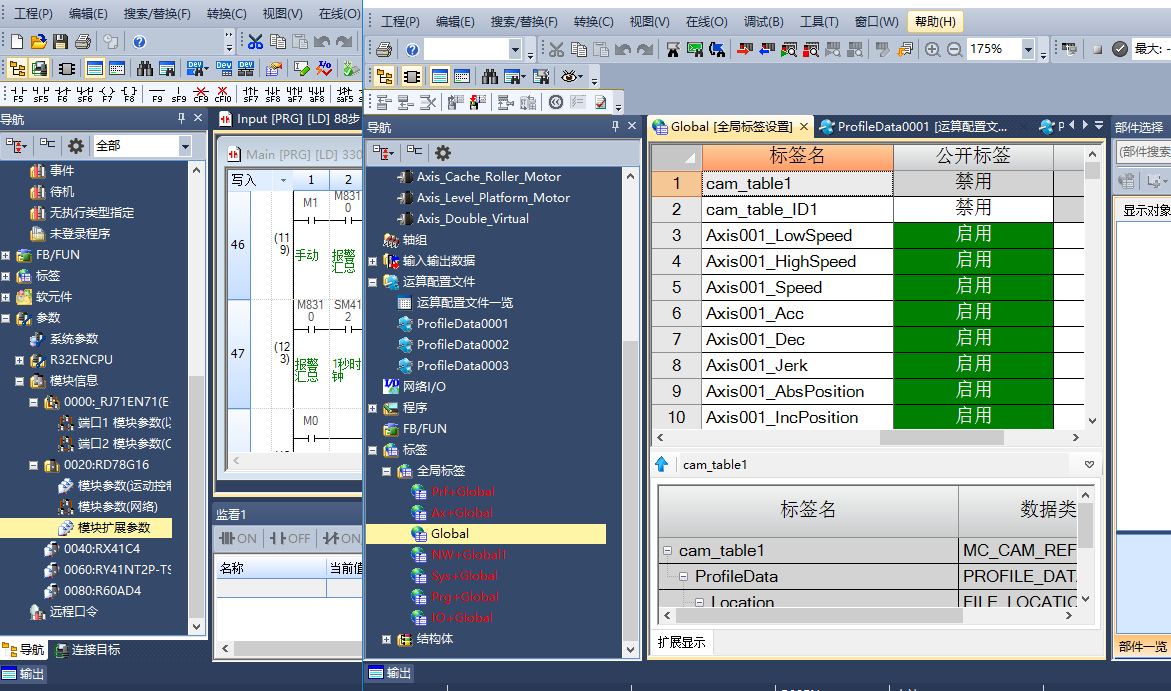
圖 14 設置界面
在調(diào)試的時候也發(fā)現(xiàn)目前三菱電機已經(jīng)把工程軟件進行了比較完善的升級�����,如圖 12 所 示�����,相較于過去��,如今已經(jīng)可以直接通過 GX Works 3 對伺服系統(tǒng)進行編程與設置�,擺脫 了過去需要打開多個軟件十分不方便�;程序中也可以大量使用標簽來制作程序,方便廠家 去制作符合自身標準的規(guī)范設備�,同時伺服程序中的全局標簽也可以選擇去共享給 PLC 進 行映射使用,大大方便了工程師的使用�����。
5. 結(jié)語
CC-Link IE TSN 作為目前最新的工業(yè)總線網(wǎng)絡���,在工業(yè)現(xiàn)場設備中將會得到更多應 用����, 目前三菱電機推出的 RD78G 系列的運動控制模塊單個已經(jīng)可以做到最多256 軸/設備�, 可以一共使用三塊達到 700 多,變頻器 A800 等多系列產(chǎn)品也支持 CC-Link IE TSN 網(wǎng)絡���, 同時相比于過去�,本次該網(wǎng)絡更加開放�����,主�、從站設備都支持各個廠家進行軟件或硬件形 式開發(fā)。
針對國內(nèi)的市場���,半導體���、鋰電��、汽車等行業(yè)的單機設備或線體在未來將會更加復雜�,需要增加更多的軸����、更多設備去對應;同時�����,對應當前 5G 網(wǎng)絡與工業(yè)物聯(lián)網(wǎng)系統(tǒng)的使 用也需要與 IT 互相兼容的工業(yè)網(wǎng)絡�,CC-Link IE TSN 既可以方便與上位系統(tǒng)兼容,也可 以與下位多協(xié)議同時傳輸���,因此十分適合未來設備的發(fā)展��。