剛性攻牙是通過控制伺服和主軸位置同步,實(shí)現(xiàn)螺紋加工的一種方式��,也稱為同期攻牙�。
這也是三菱數(shù)控系統(tǒng)的重要功能之一,攻牙的調(diào)整�,可以優(yōu)化攻牙的精度,效率與穩(wěn)定性�。本期小編主要向大家介紹,使用三菱伺服調(diào)整軟件NC Analyzer2進(jìn)行剛性攻牙調(diào)整的應(yīng)用�。
攻牙指令
攻牙精度
01
剛性攻牙循環(huán)的指令說明:
攻牙循環(huán)指令(G84/G74)編程格式如下:
G84 Xx1 Yy1 Zz1 Rr1 Qq1 Ff1(Ee1) Pp1, Rr2
Xx1 指定鉆孔點(diǎn)位置( 絕對(duì)值或增量值)
Yy1 指定鉆孔點(diǎn)位置( 絕對(duì)值或增量值)
Zz1 指定孔底位置( 絕對(duì)值或增量值)( 模態(tài))
Rr1 指定R點(diǎn)位置( 絕對(duì)值或增量值)( 模態(tài))
Qq1每次的切入量( 增量值)( 模態(tài))
Ff1 剛性攻牙時(shí),主軸每1 轉(zhuǎn)的鉆孔軸進(jìn)給量( 攻牙螺距)( 模態(tài))
Ee1 剛性攻牙時(shí)��,( 每英寸的螺紋數(shù))
Pp1 孔底的暫停時(shí)間( 模態(tài))
,Rr2 同步模式選擇
G84 右旋螺紋指令����,G74左旋螺紋指令
02
電氣攻牙精度說明
剛性攻牙電氣控制精度表(JIS標(biāo)準(zhǔn))

表1 剛性攻牙電器控制精度表
NC Analyzer2的使用
NC Analyzer2軟件界面如下,分為四大功能塊:
01
控制菜單欄:軟件相關(guān)功能選擇
02
工程目錄區(qū):測(cè)試的內(nèi)容分類顯示
03
波形觀測(cè)區(qū):顯示采集的波形
04
關(guān)聯(lián)參數(shù)區(qū):顯示測(cè)試項(xiàng)目的關(guān)聯(lián)參數(shù)

圖1 軟件界面
在“測(cè)試與調(diào)整”菜單��,選“剛性攻牙測(cè)試“
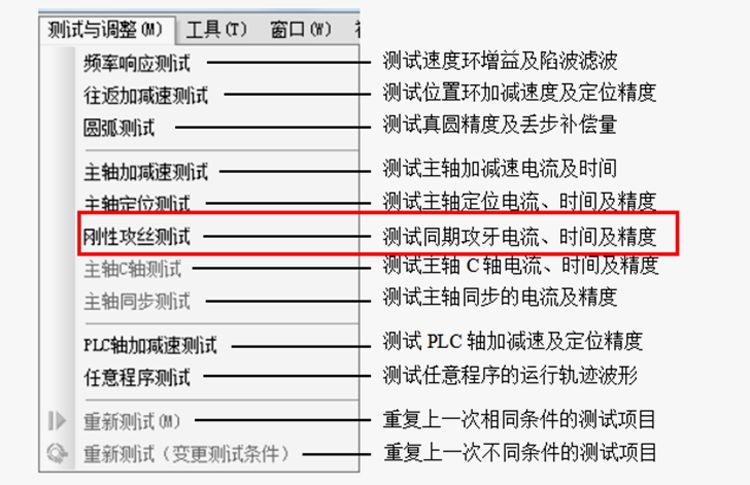
圖2 測(cè)試與調(diào)整菜單
剛性攻牙
調(diào)整步驟
01
調(diào)整前準(zhǔn)備:
a) 完成伺服軸(通常Z軸)的(#2205)速度環(huán)增益調(diào)整.
測(cè)定并設(shè)置伺服軸摩擦扭矩���;垂直軸、傾斜軸的扭矩偏置(#2232).
完成伺服軸Z-X(Y)軸的真圓度調(diào)整.
b) 將機(jī)械側(cè)補(bǔ)償參數(shù)背隙補(bǔ)償��、螺距補(bǔ)償設(shè)置無效,調(diào)整結(jié)束后恢復(fù)原設(shè)置值.
c) 確認(rèn)剛性攻牙測(cè)試條件��,螺距及攻牙最高轉(zhuǎn)速.
d) 準(zhǔn)備軟件及工具:NC Analyzer2����,螺紋量規(guī)(止規(guī)、通規(guī)).
攻牙調(diào)整
參數(shù)設(shè)定
以攻M6的牙為例����,設(shè)定攻牙最高轉(zhuǎn)速S3000[r/min]進(jìn)行調(diào)整說明。

表2 剛性攻牙相關(guān)參數(shù)設(shè)定
主軸加速
時(shí)間測(cè)試
測(cè)試后按照下圖����,進(jìn)行區(qū)域選擇操作,電流的上升沿開始��,到達(dá)設(shè)定速度為止�,確認(rèn)B-A 的時(shí)間。
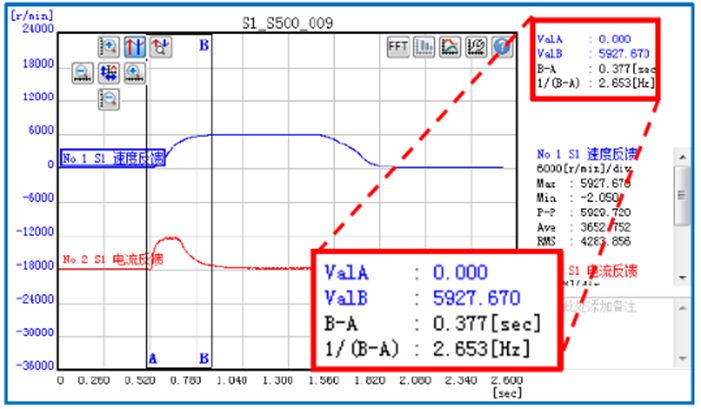
圖3 加速時(shí)間波形圖
上圖中顯示為B-A:0.377秒��,約等于380毫秒����。
攻牙時(shí)間
常數(shù)設(shè)定
01
主軸參數(shù)#3013~#3016(攻牙轉(zhuǎn)速)
根據(jù)需求,結(jié)合主軸電機(jī)扭矩���,轉(zhuǎn)速特性設(shè)定各段攻牙最高轉(zhuǎn)速
注:本示例統(tǒng)一設(shè)為3000 r/min
02
主軸參數(shù)#3017~#3020 (時(shí)間常數(shù))
設(shè)定1-1.2 倍已測(cè)得的加速時(shí)間(390毫秒)
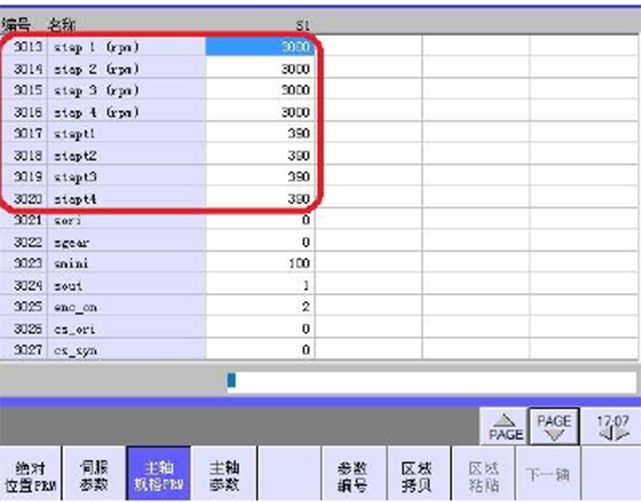
圖4 剛性攻牙時(shí)間常數(shù)設(shè)定
制作攻牙
測(cè)試程序
01
在“測(cè)試與調(diào)整”��,選擇“剛性攻牙測(cè)試”
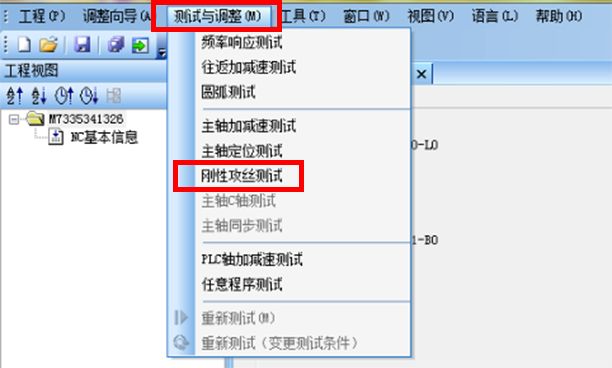
圖5 剛性攻牙測(cè)試選項(xiàng)
02
“主軸轉(zhuǎn)速(r/min)”��,設(shè)攻牙最高轉(zhuǎn)速����。為達(dá)到設(shè)定轉(zhuǎn)速,請(qǐng)?jiān)?ldquo;螺孔深度”設(shè)定合適的深度數(shù)據(jù)���。
03
完成設(shè)定后點(diǎn)“開始測(cè)試”�。
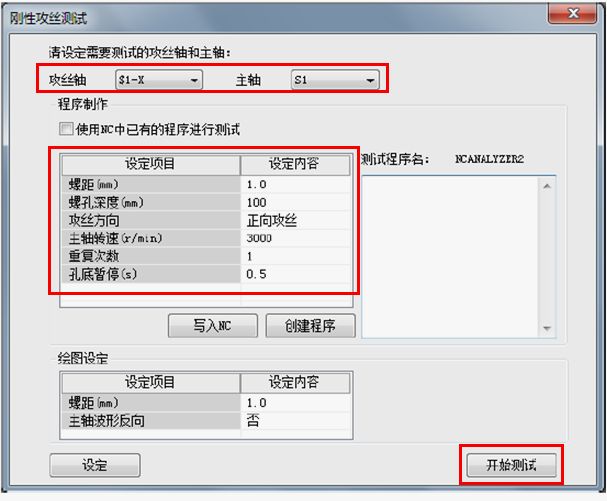
圖6 攻牙程序制作畫面
<波形設(shè)定>
攻牙測(cè)試時(shí)軟件默認(rèn)設(shè)定如下�����,無需變更
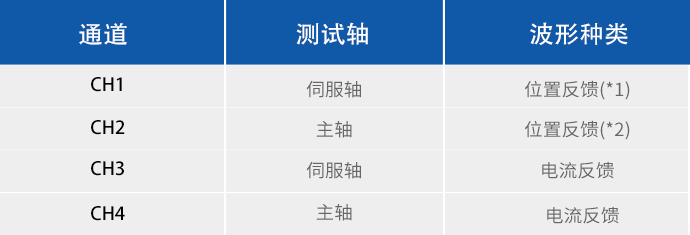
表3 剛性攻牙默認(rèn)波形設(shè)定
(*1)軟件繪圖時(shí)�����,會(huì)根據(jù)兩根軸的位置反饋進(jìn)行計(jì)算����,顯示剛性攻牙誤差和各軸的速度轉(zhuǎn)換值。
(*2)高速剛性攻牙時(shí),自動(dòng)切換為負(fù)載表�����。
主軸位置反饋極性設(shè)置
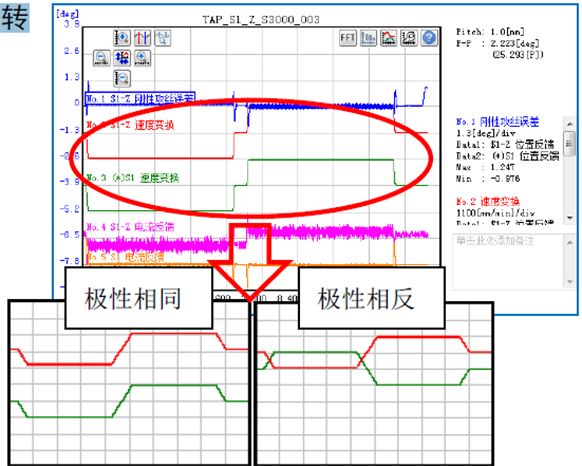
■ 確認(rèn)波形No.2($1-Z 速度轉(zhuǎn)換)和No.3(S1 速度轉(zhuǎn))的波形極性是否相同�。
■ 若極性不同���,按下面的步驟進(jìn)行設(shè)定�。
圖7 主軸位置反饋極性確定
【處理方式】
1. 點(diǎn)擊圖形上的“圖形轉(zhuǎn)換”按鈕���。
2. 點(diǎn)擊“波形反向”���。
3. 將希望進(jìn)行極性轉(zhuǎn)換的波形打勾。
4. 點(diǎn)擊“確定”����。
5. “S1 位置反饋”變?yōu)?ldquo;(*)S1 位置反饋”。
6. 點(diǎn)擊“確定”����。
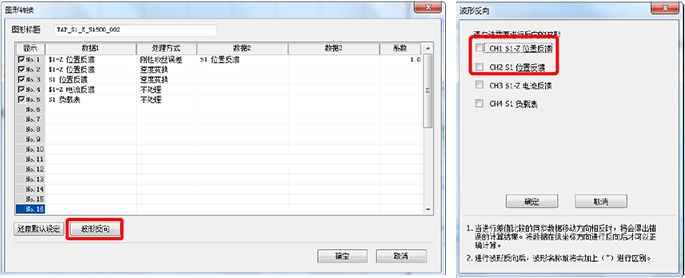
圖8 攻牙波形極性轉(zhuǎn)換
攻牙誤差
波形確認(rèn)
01
確認(rèn)攻牙時(shí)電流反饋極值(No.5 S1)。
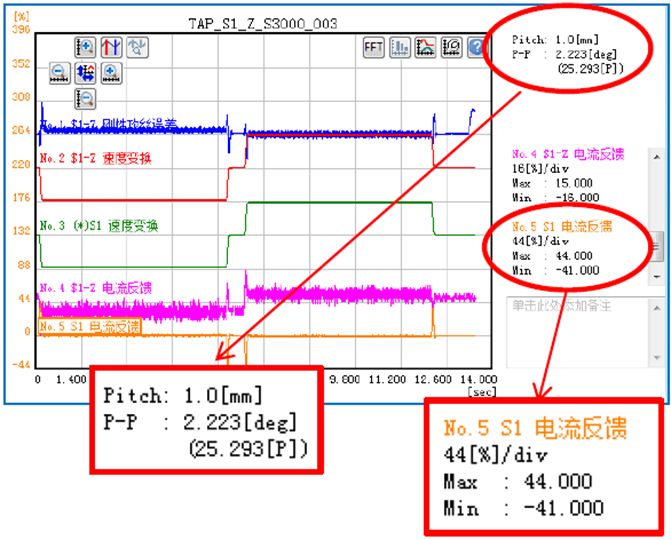
圖9 剛性攻牙電流波形
【判定標(biāo)準(zhǔn)】
■ 測(cè)試時(shí)電機(jī)電流正負(fù)極值應(yīng)限定在±70%以內(nèi)�����。
■ 電流極值超過上述范圍,增大時(shí)間常數(shù)設(shè)定(#3017~#3020)�,使電流極值符合上述要求。
■ 如電流極值絕對(duì)值遠(yuǎn)小于70%時(shí)����,逐步減小時(shí)間常數(shù)設(shè)定值,可以縮短攻牙時(shí)間����。
■ 上圖中電流極值Max:44%、Min:-41%在限定內(nèi)�。
02
確認(rèn)No.1 剛性攻牙誤差的P-P 值。
【判定標(biāo)準(zhǔn)】
■ 判定參考上文表1“剛性攻牙電氣控制精度”���。
■ 當(dāng)處于判定標(biāo)準(zhǔn)外����,可參照下表��,調(diào)整位置環(huán)增益�����。

表4 剛性攻牙位置環(huán)增益設(shè)定
■ F1.0(M6)時(shí),誤差值在12.96[deg]以內(nèi)����,判定合格
■ 圖中P-P 值2.223[deg],在標(biāo)準(zhǔn)以內(nèi)
03
確認(rèn)電流波形��。

圖10 剛性攻牙電流波形
■ 若紅圓圈中的波形高度不同�,可縮短攻牙時(shí)間常數(shù)���。
■ 電流值或波形沒有余量時(shí)��,剛性攻牙調(diào)整完成�����。
關(guān)于三菱電機(jī)自動(dòng)化(中國)有限公司
作為全球自動(dòng)化領(lǐng)域的領(lǐng)導(dǎo)廠商���,三菱電機(jī)以其優(yōu)秀的自動(dòng)化產(chǎn)品和技術(shù)服務(wù)于全球各行業(yè)用戶。在中國��,三菱電機(jī)的PLC�����、變頻器、伺服���、CNC���、低壓電器、工業(yè)機(jī)器人�����、加工機(jī)等產(chǎn)品運(yùn)行在各行各業(yè)�,e-F@ctory智能制造解決方案構(gòu)建出智能化工廠的框架并落地實(shí)施,為中國經(jīng)濟(jì)發(fā)展積極做出貢獻(xiàn)�。
更多請(qǐng)?jiān)斠娋W(wǎng)站:https://www.mitsubishielectric-fa.cn/