系統(tǒng)變量讀寫(xiě)PLC數(shù)據(jù)
功能概述
通過(guò)宏程序等形式來(lái)編寫(xiě)系統(tǒng)變量���,從而實(shí)現(xiàn)讀寫(xiě)部分的PLC數(shù)據(jù)��,以滿足更多的系統(tǒng)功能應(yīng)用�。
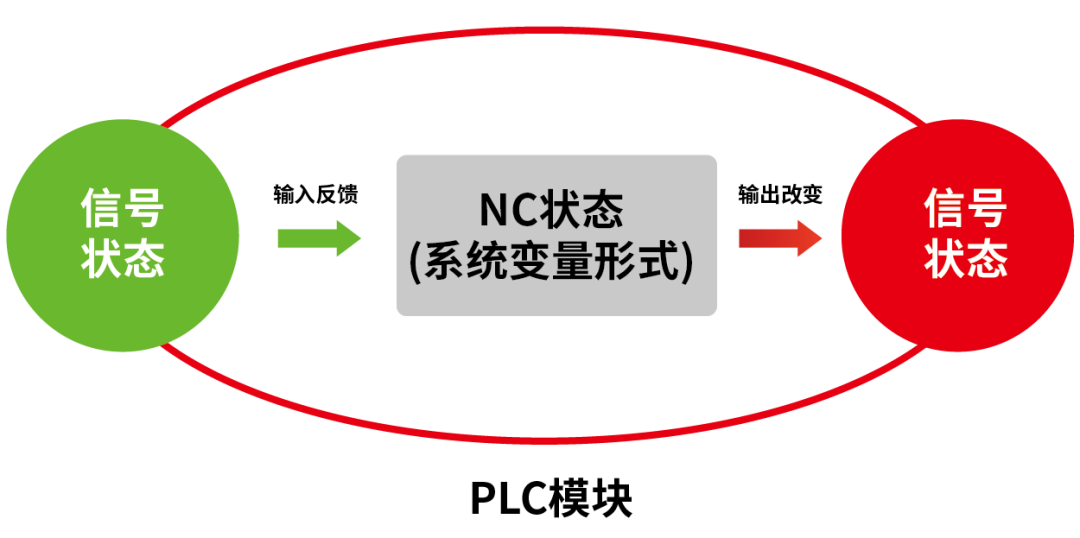
圖 1
設(shè)定方法
▲功能說(shuō)明
系統(tǒng)變量宏接口中,讀寫(xiě)PLC數(shù)據(jù)有輸入和輸出2種形式�����,其分類(lèi)及數(shù)據(jù)關(guān)系����,可參考表1中內(nèi)容。

表 1
宏接口的輸入/輸出數(shù)據(jù)與宏程序命令間的關(guān)系示例(如圖2所示)�����。
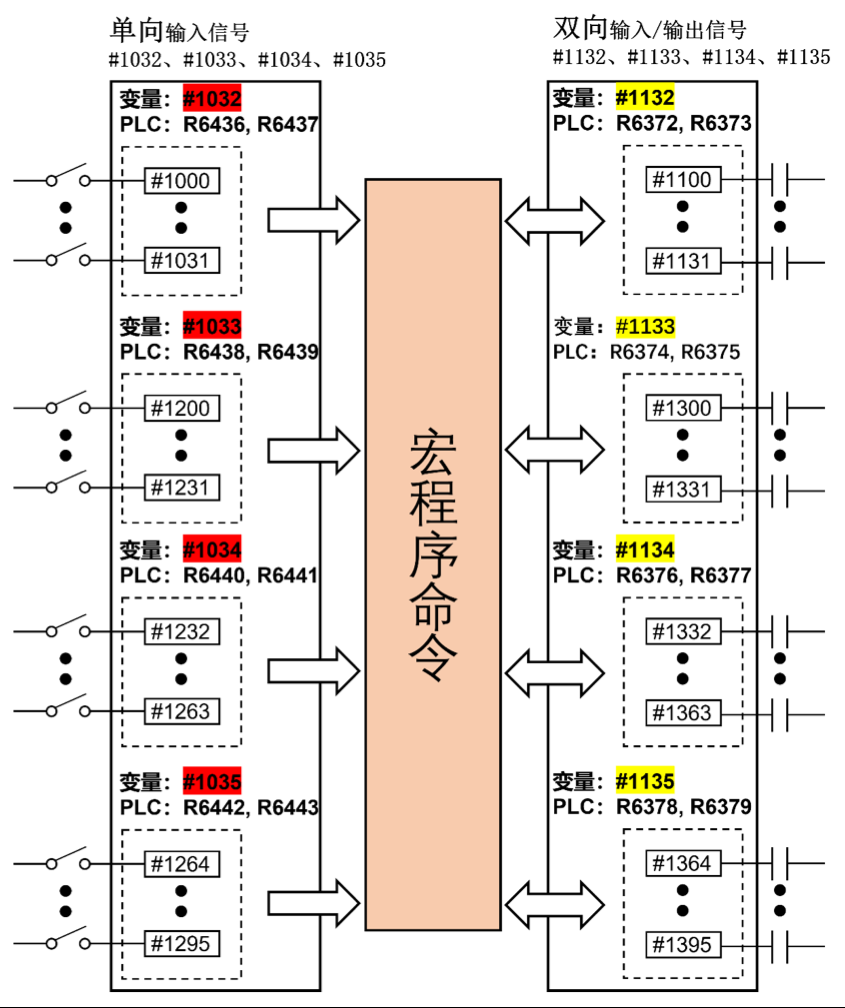
圖 2
▲變量說(shuō)明
宏接口輸入(PLC→NC)��,系統(tǒng)變量與PLC寄存器對(duì)照表���。
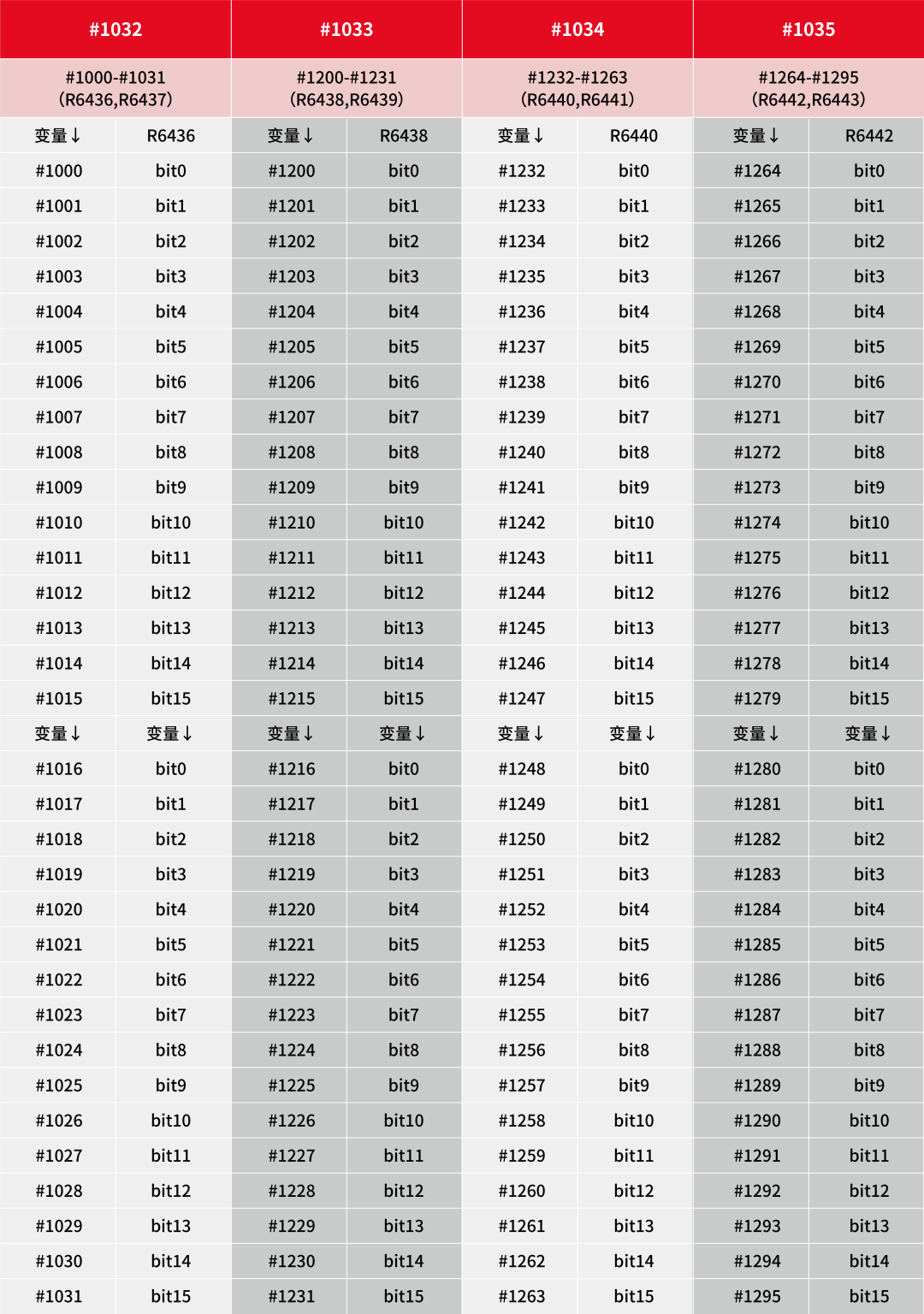
表 2
宏接口輸出(NC→PLC),系統(tǒng)變量與PLC寄存器對(duì)照表���。
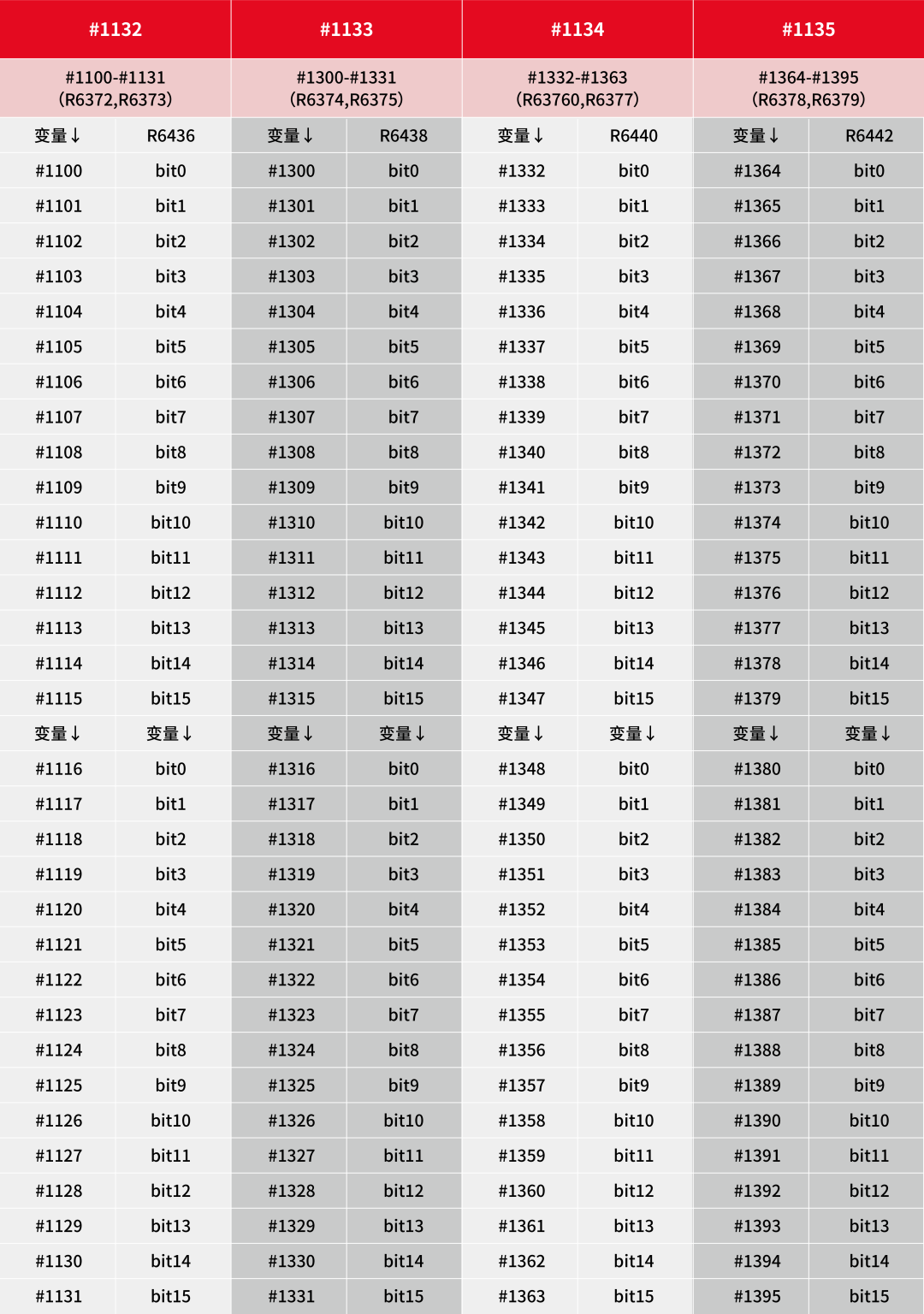
表 3
▲注意事項(xiàng)
?�、俦举Y料內(nèi)容只限于單系統(tǒng)控制(單通道)����,如使用多系統(tǒng)控制時(shí),對(duì)應(yīng)的接口有所變化�,請(qǐng)查閱相關(guān)規(guī)格資料。
?����、诙嘞到y(tǒng)控制時(shí)�����,宏接口的變量是否共用���,取決于機(jī)床制造商的規(guī)格(參數(shù)“#1230 set02/bit07”)��。
使用案列
▲案例一:讀取當(dāng)前刀具編號(hào)
使用宏程序方式進(jìn)行換刀或?qū)Φ稌r(shí)�����,需要判斷呼叫調(diào)用的刀具是否為當(dāng)前刀具����,可直接忽略換刀動(dòng)作。

▲案例二:信號(hào)動(dòng)作輸出
多工裝夾具加工時(shí)����,每個(gè)夾具均由單獨(dú)電磁閥控制氣缸動(dòng)作,如在程序中使用M代碼進(jìn)行編寫(xiě)���,不但會(huì)影響效率(編寫(xiě)及PLC處理時(shí)序變長(zhǎng))���,而且不夠靈活。
可以使用宏接口批量輸出方式���,通過(guò)指定系統(tǒng)變量的值�����,就可以實(shí)現(xiàn)全部或局部工位控制�。


結(jié)語(yǔ)
使用宏接口的輸入輸出功能����,可以很方便通過(guò)程序���,就能實(shí)現(xiàn)NC與PLC間的互通����,讓生產(chǎn)應(yīng)用更為靈活智能。如需要了解更多此功能的規(guī)格及應(yīng)用�,請(qǐng)聯(lián)系三菱電機(jī)CNC及授權(quán)代理商。
關(guān)于三菱電機(jī)自動(dòng)化(中國(guó))有限公司
作為全球自動(dòng)化領(lǐng)域的領(lǐng)導(dǎo)廠商��,三菱電機(jī)以其優(yōu)秀的自動(dòng)化產(chǎn)品和技術(shù)服務(wù)于全球各行業(yè)用戶�。在中國(guó),三菱電機(jī)的PLC��、變頻器����、伺服、CNC����、低壓電器、工業(yè)機(jī)器人�、加工機(jī)等產(chǎn)品運(yùn)行在各行各業(yè),e-F@ctory智能制造解決方案構(gòu)建出智能化工廠的框架并落地實(shí)施��,為中國(guó)經(jīng)濟(jì)發(fā)展積極做出貢獻(xiàn)��。
更多請(qǐng)?jiān)斠?jiàn)網(wǎng)站:https://www.mitsubishielectric-fa.cn/