在某些大型機床或特殊結(jié)構(gòu)的機床中�����,因重力等原因造成機械形變可能出現(xiàn)工作臺傾斜或中間凹陷等現(xiàn)象����,此時工作臺平面整體或局部與垂直軸不是理想的90度垂直相交關(guān)系,平面軸與垂直軸的相對位置可能存在偏差����,該偏差將導致某些加工問題的出現(xiàn),因此需要數(shù)控系統(tǒng)對其進行補償��。三菱電機數(shù)控系統(tǒng)的相對位置誤差補償功能應運而生。
問題示例
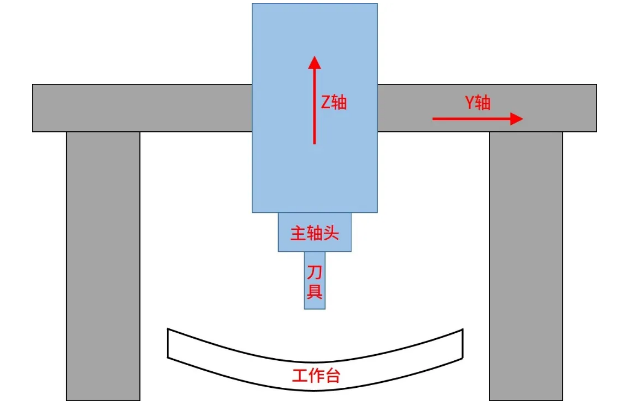
圖1
如上圖1所示���,某龍門機床工作臺因重力原因出現(xiàn)Y軸方向中間低兩邊高的現(xiàn)象,此時在整個Y軸行程中�����,Z軸位置不變的情況下���,刀尖在Y軸行程中間段時比在兩端時離工作臺的距離更遠����;此時�����,若不對Z軸位置進行補償���,將造成工件中間和兩邊加工深度不一致����。
功能說明
本功能是根據(jù)預先設定的參數(shù)對工作臺的傾斜或凹陷等導致的兩垂直相交軸的相對位置誤差進行補償?shù)墓δ堋?/p>
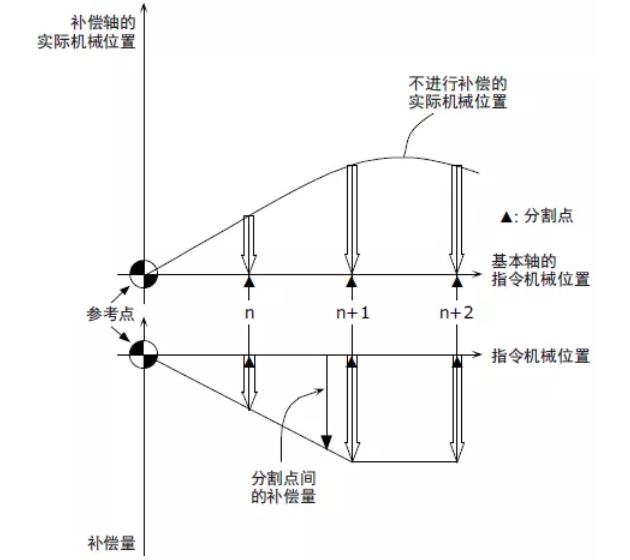
圖2 補償量與機械位置的關(guān)系
如上圖2所示�����,將基本軸的機械位置按分割間隔等分,在等分后的各分割點設定補償軸方向的補償量�����。此處的基本軸是測定相對誤差時作為基準的坐標軸(如問題示例中的Y軸)����,補償軸是指與基本軸垂直相交的坐標軸,也就是執(zhí)行實際補償?shù)妮S(如問題示例中的Z軸)����。分割點n與分割點n+1之間的補償量通過兩分割點的補償量按近似直線的方式計算所得,從而執(zhí)行平滑的補償��。
功能應用示例
1.設定補償區(qū)域
相對位置誤差補償?shù)难a償區(qū)域設置方法與螺距誤差補償相同���,均通過設置基本軸的最負端分割點編號參數(shù)#4004和最正端分割點編號參數(shù)#4005確定補償數(shù)據(jù)所對應的參數(shù)區(qū)(分割點編號可設定范圍為4101~5999)�,再通過基本軸的實際行程區(qū)間確定參考點分割點編號(正行程則參考點位于最負端�����、負行程則參考點位于最正端)��。
下圖3所示,相對位置誤差補償基本軸為Y軸�、補償軸為Z軸,其補償區(qū)域分割點數(shù)與Y軸螺距誤差補償設置點數(shù)一致����,但誤差數(shù)據(jù)所對應的參數(shù)區(qū)不同(相對位置誤差補償與螺距誤差補償相互獨立)。
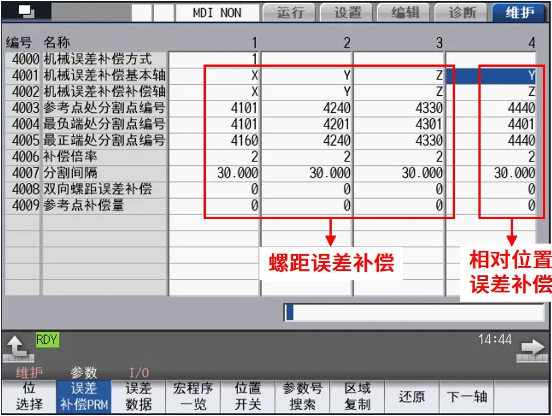
圖3
2.設定補償量
在由補償區(qū)域設定的補償數(shù)據(jù)參數(shù)區(qū)����,設置對應基本軸各分割點位置對補償軸的補償值����,實際補償量=設定值*補償倍率*補償單位(設定值可設范圍為-32768~32767,補償單位為1/2µm)��。
下圖4所示�����,設置補償值#4440=2�、#4439=1,則理論上#4440所對應Y軸分割點的Z軸實際補償量=2(設定值)*2(補償倍率)*1/2µm=2µm����,而#4439所對應Y軸分割點的Z軸實際補償量=1*2*1/2µm+2µm =3µm(機械誤差補償方式為增量值方式)�����。
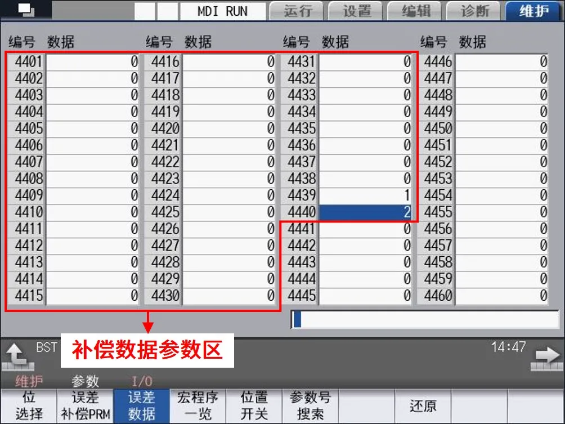
圖4
3.補償效果監(jiān)測
以上設置完成后����,分別將Y軸移動到分割點-30和-60位置(Z軸指令位置不變)�����,發(fā)現(xiàn)Z軸實際補償量與理論計算值一致(如下圖5�����、6所示)��。
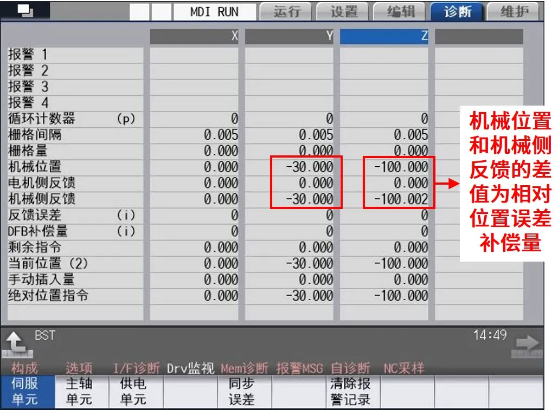
圖5
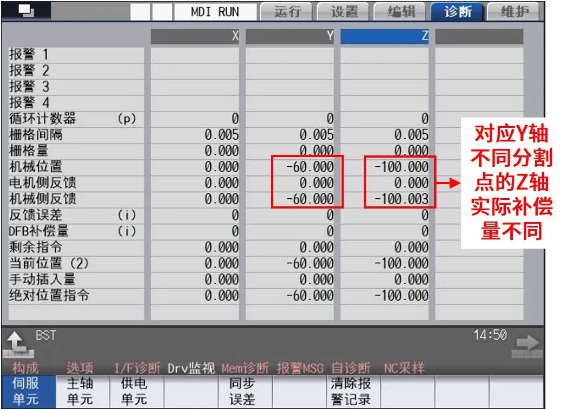
圖6
相對位置誤差補償功能為某些大型機床因重力等原因造成的機械形變類垂直度偏差問題提供了一種通過系統(tǒng)補償改善機械誤差的方法���,同螺距誤差補償功能一樣具有較好的實際應用價值��。
功能應用注意事項:
1.相對位置誤差補償與螺距誤差補償功能相互獨立���,但其針對同一軸的補償效果是疊加的;
2.應用相對位置誤差補償功能時的補償數(shù)據(jù)值需使用者通過一定的檢測方法自行測得���。