|
絲網(wǎng)機(jī)機(jī)械設(shè)計(jì)方案
簡(jiǎn)介:
① 絲網(wǎng)設(shè)備主要有PLC��、HMI���、伺服電機(jī)、普通電機(jī)���。
② 然后HMI注意是設(shè)置一些參數(shù)��。
③ PLC負(fù)責(zé)整體的數(shù)據(jù)處理�����、邏輯運(yùn)算和定位控制�。
一、 工藝流程
1)PLC首先控制伺服1運(yùn)送絲網(wǎng)進(jìn)行定長(zhǎng)定位�����,達(dá)到定長(zhǎng)然后斷絲軸開(kāi)始運(yùn)轉(zhuǎn)�,開(kāi)始斷絲��,斷絲完成(限位1)卷網(wǎng)電機(jī)按時(shí)長(zhǎng)運(yùn)行����;
2)之后斷絲軸復(fù)位(限位2)時(shí)觸發(fā)伺服1再走一個(gè)定長(zhǎng)(循環(huán)開(kāi)始);
3)同時(shí)彎邊電機(jī)按設(shè)定延時(shí)轉(zhuǎn)動(dòng)��,彎邊軸走到(限位3)伺服2(擰邊作用)按擰邊角度開(kāi)始工作���;
4)當(dāng)彎邊軸到達(dá)(限位4)彎邊軸停止�,伺服2復(fù)位��。
二�����、PLC控制分析
這個(gè)控制方法主要是兩個(gè)步進(jìn)指令,一個(gè)主循環(huán)一個(gè)輔循環(huán)��;伺服定位要用到相對(duì)定位指令DIVI�����,手動(dòng)控制用伺服的速度控制��;需要幾點(diǎn)注意的��,伺服定位的時(shí)候根據(jù)工藝要求設(shè)置加減速時(shí)間�。
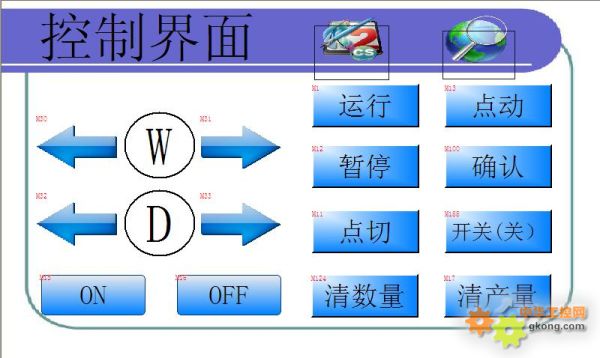
三 HMI分析
HMI上面比較簡(jiǎn)單,主要是伺服的參數(shù)的給定�����,循環(huán)的次數(shù)的寫(xiě)入(數(shù)量和產(chǎn)量)�����;
總之�,這個(gè)項(xiàng)目雖然是兩軸伺服控制,工藝整體不是很復(fù)雜�����,運(yùn)用步進(jìn)指令很好的處理的兩個(gè)伺服的動(dòng)作關(guān)系,整體工程運(yùn)行比較順暢��,緊湊��。

公司官網(wǎng):http://www.we-con.com.cn/news.asp?classid=477
微博 (網(wǎng)頁(yè)版):http://e.weibo.com/wecon
(手機(jī)版):http://weibo.cn/wecon
淘寶 :http://shop60171806.taobao.com/shop/view_shop.htm
聯(lián)系電話:0591-87868869-883
QQ :2698721554
|

